
GB/T13288.4-2013涂覆涂料前钢材表面处理
来源:泊头浩业工量具 发布时间:2013/12/10 15:34:30
GB/T13288.4-2013涂覆涂料前钢材表面处理,喷射清理后的钢材表面粗糙度的特性第四部分ISO表面粗糙度比较样块的校准和表面粗糙度的测定方法,即触针法,是按照GB/T1.1-2009给出的规则起草的,本部分使用的是翻译法,等同采用ISO8503-4:1988<<涂覆涂料前钢材表面处理,喷射清理后的钢材表面粗糙度的特性第四部分ISO表面粗糙度比较样块的校准和表面粗糙度的测定方法,即触针法>>

与本部分中规范性引用的国际文件有一致性对应关系的我国文件如下:
GB/T5206所有部分词汇ISO4618所有部分。
GB/T13288.1-2008涂覆涂料前钢材表面处理、喷射清理后的钢材表面粗糙度特性第一部分用于评定喷射清理后钢材表面粗糙度的ISO表面粗糙度比较样块的技术要求和定义。
GB/T13288.4-2013也适用于喷射清理后平均峰谷差在——Ry5=20um-200um范围的平面钢材或复制件的表面粗糙度的测定。测量可以在喷射清理表面的代表性区域进行,如果不能直接在该表面测量,则可以在该表面的复制件上进行测量(参见附录C)。如果有实际需求也可以用于评定其它经过磨料喷射清理的基材表面粗糙度。另一个可以选的方法可以参照ISO8503-3.
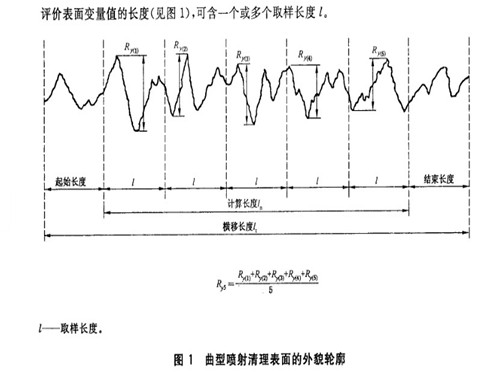
计算长度La
横向移动长度Lt是起始长度、计算长度、和结束长度的总和见图1.
在规定的横移长度范围内,通过在试样表面上扫描的触针垂直位移,进行峰谷差值的测定,按仪器说明书的操作方法,用仪器测量最大峰谷高度差的平均值Ry5,在测试表面上至少十个不同位置上重复测试,以得到测量值,然后计算总平均最大峰谷高度——Ry5.
触针仪符合ISO3274的规定,并具有ISO5436规定的良好条件下所确定的钻石触针,针尖半径为5um+_1um,触针横移的计算长度Ln为12.5mm,触针的横移速度应该不大于1.0mm/s。
目视检查ISO表面粗糙度比较样块(ISO8503-1),确认其未损坏,用干燥的、完好的鬃毛刷清除样块表面的颗粒物,然后用同样的毛刷沾上溶剂再次擦拭样块表面,清除残留的油和脂。校准前样块表面应该干燥,按照平均最大峰谷高度的测定步骤校准比较样块。
喷射清理的钢材与复制件, 目视检查样块表面,确认其未损坏,用干燥的、完好的鬃毛刷清除样块表面的颗粒物,然后用同样的毛刷沾上溶剂再次擦拭样块表面,清除残留的油和脂。测量前样块表面应该干燥,按照平均最大峰谷高度的测定表面粗糙度。
平均最大峰谷高度Ry5的测定步骤,将触针仪的触针置于ISO表面粗糙度比较样块测试表面上,测量应该在距离边缘不小于5mm处进行,按照触针仪的说明书规定,测定平均最大峰谷高度Ry5,计算长度Ln为12.5mm,取样长度L=2.5mm,结果记录在附录B的表格中,重复以上步骤,测定至少10个均匀分布在测试样品表面上的Ry5值,在任何方向表面测量不应超过4组读数数。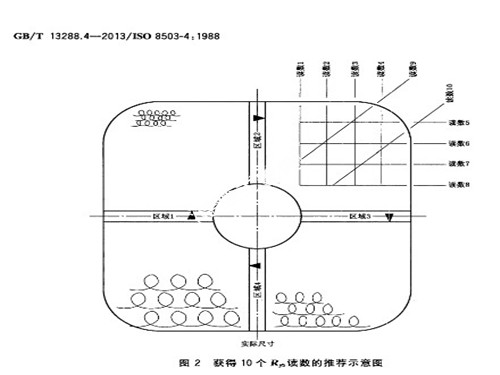
平均最大峰谷高度Ry5的测定步骤,将触针仪的触针置于ISO表面粗糙度比较样块测试表面上,测量应该在距离边缘不小于5mm处进行,按照触针仪的说明书规定,测定平均最大峰谷高度Ry5,计算长度Ln为12.5mm,取样长度L=2.5mm,结果记录在附录B的表格中,重复以上步骤,测定至少10个均匀分布在测试样品表面上的Ry5值,在任何方向表面测量不应超过4组读数数。
对每个检测和校准的试样要重复以上步骤进行读数和检测。
浏览更多关于表面轮廓比较板 ISO表面粗糙度比较器 E125表面粗糙度比较样板 的内容
上一页:铸造表面粗糙度比较样块生产标准
下一页:

相关链接:
公司地址:北京市海淀区苏家坨后沙涧 邮编:100000 电话:010-62480196 传真:010-62481019 联系人:李经理
手机:13581537355 QQ:287331305 网址:http://www.zgljly.com 邮箱:287331305@qq.com
手机:13581537355 QQ:287331305 网址:http://www.zgljly.com 邮箱:287331305@qq.com
泊头浩业工量具 2011(C)版权所有 并对网站所有内容保留解释权 冀ICP备13001909号-1 
冀公网安备13098102000324 号